

CFRP碳纤维复合材料加工(微结构,切割)
CFRP碳纤维复合材料核心加工难点:
1、热损伤严重:碳纤维耐高温(约3500℃)但树脂耐热性差(通常200-300℃),激光能量易导致树脂烧蚀、纤维碳化,形成热影响区(HAZ)。
2、加工质量不均:材料各向异性强,激光照射易引发边缘毛刺、层间剥离,孔加工时还可能出现入口撕裂、出口毛刺问题。
3、激光损耗:碳纤维硬度极高(莫氏硬度≈5),会加速激光头镜片磨损,长期加工还可能导致激光能量衰减。
CFRP碳纤维复合材料核心加工难点针对性解决方式:
1、优化激光参数:选用短脉冲/超短脉冲激光(纳秒、皮秒级、飞秒级),降低单脉冲能量并提高扫描速度,减少热传导时间。匹配激光波长,红外激光侧重树脂去除,紫外激光可减少热影响。
2、辅助工艺配套:加工时通入惰性气体(氮气、氩气),隔绝氧气防止CFRP材料氧化烧蚀;采用水冷或气冷装置,实时带走加工区域热量。
3、定制加工策略:采用分层切割模式,每层去除厚度匹配CFRP材料特性;孔加工采用螺旋路径或环形路径,避免集中能量冲击;对加工面进行预处理(如涂覆吸收层),提升激光能量利用率。
以下工艺图为我公司针对于CFRP碳纤维复合材料核心加工难点针对性解决后,产出的相关切割、微结构加工工艺
|
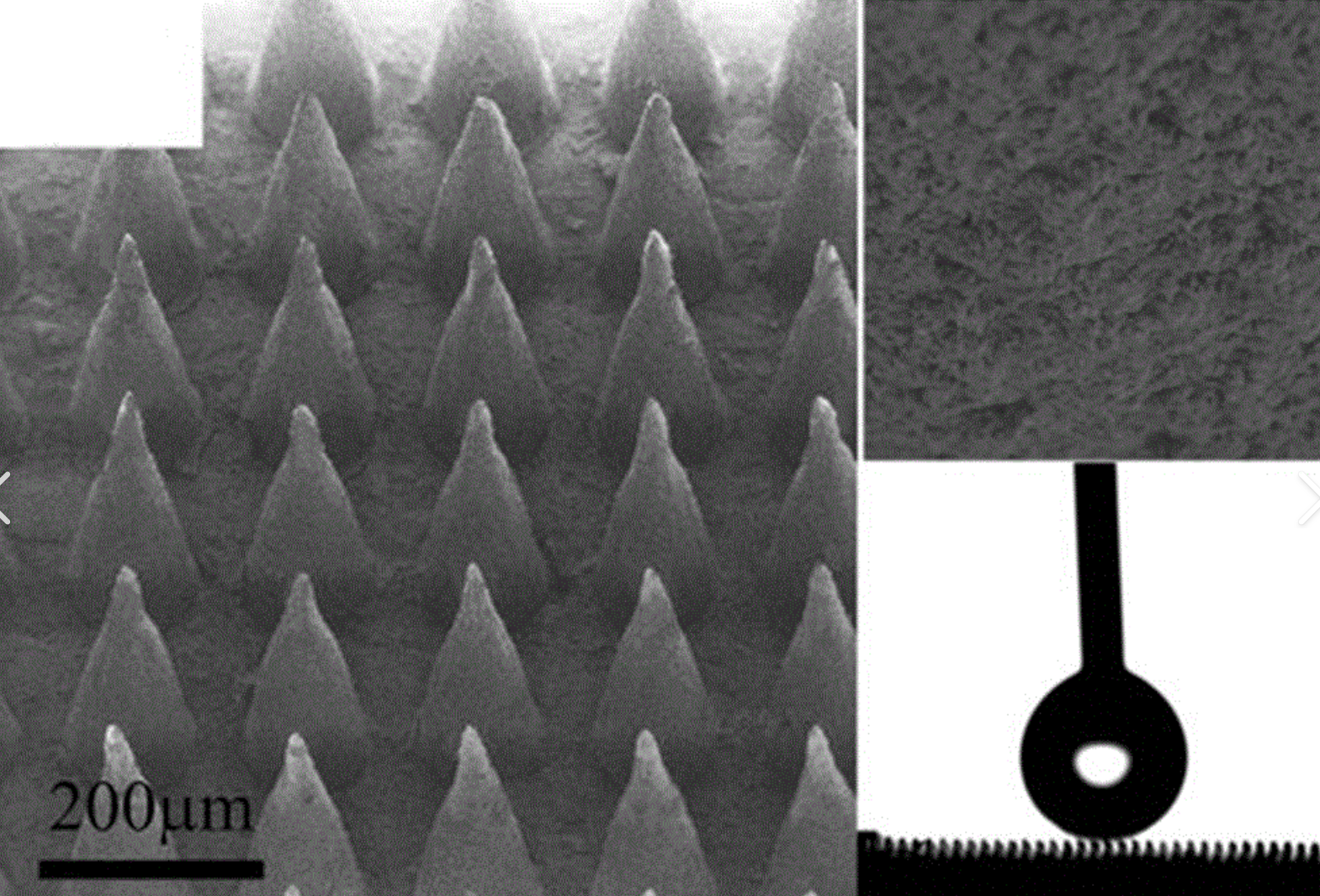
CFRP碳纤维复合材料微结构加工(疏水)(圆锥状) |
|
|
|
|
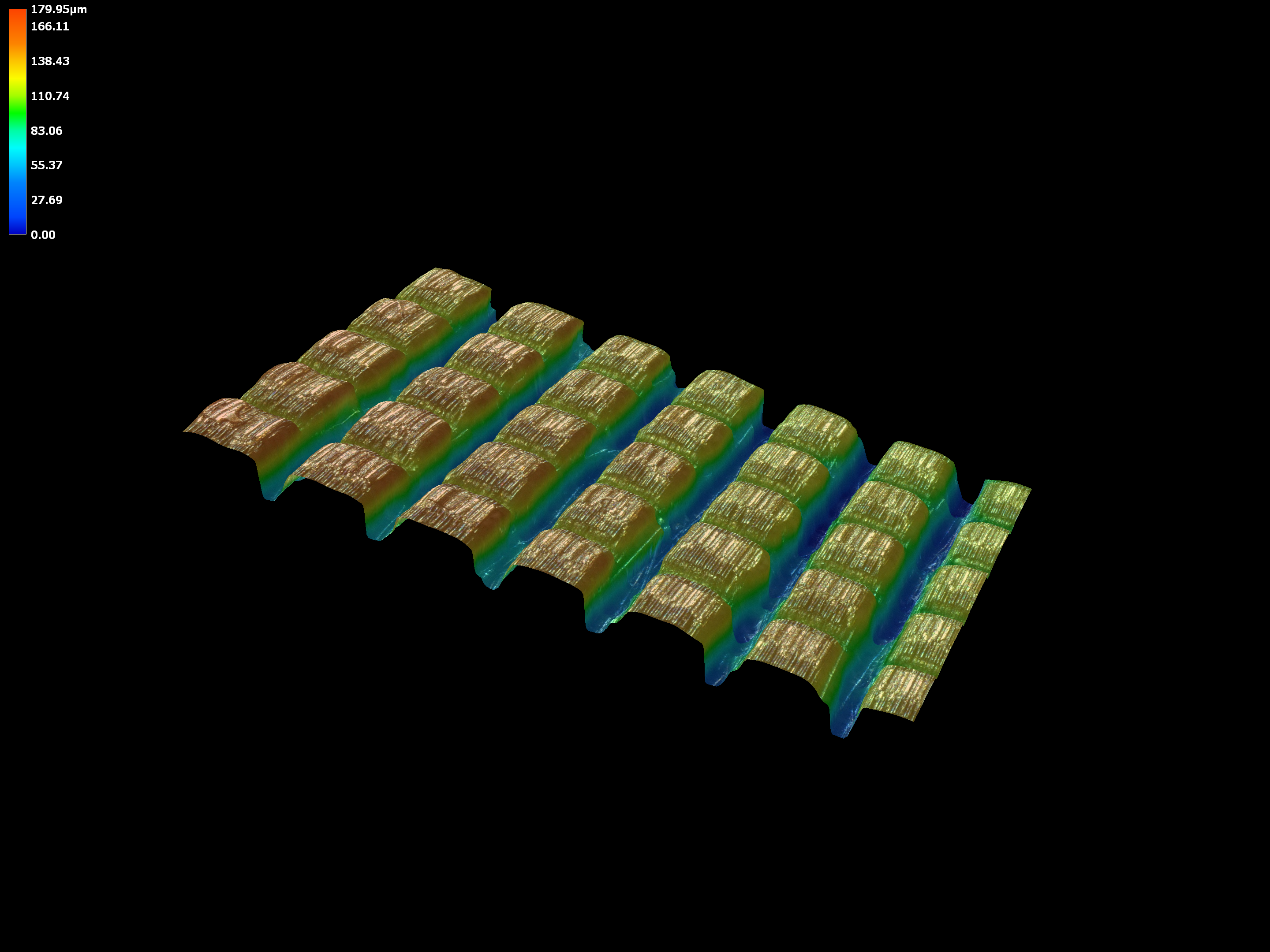
CFRP碳纤维复合材料微结构加工(疏水)(柱状) |
|
|
|
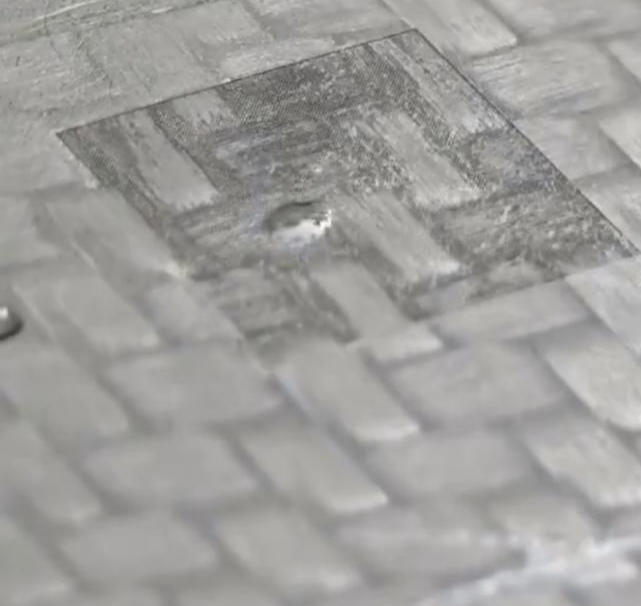
实物图(亲水区) |
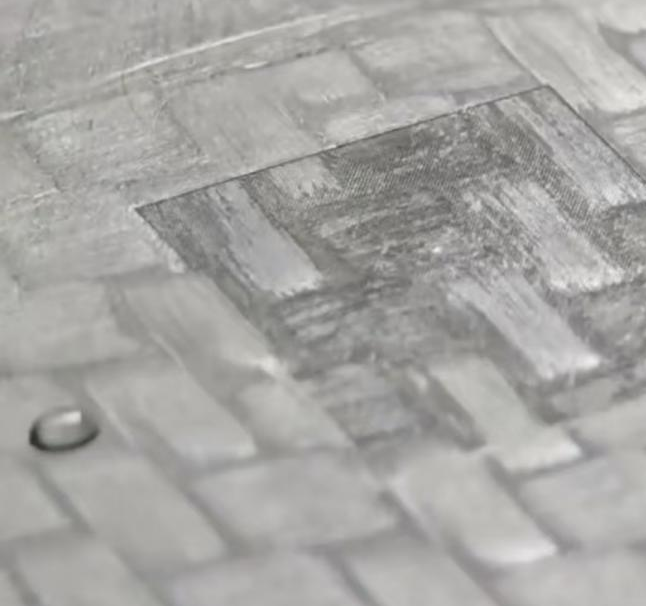
实物图(疏水区) |
|
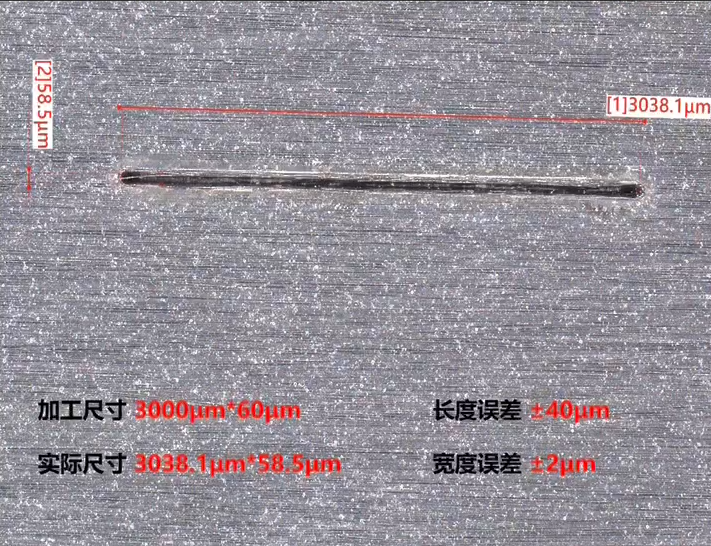
CFRP碳纤维复合材料切割(线) |
|
|
|
切割实物图 |
|
|
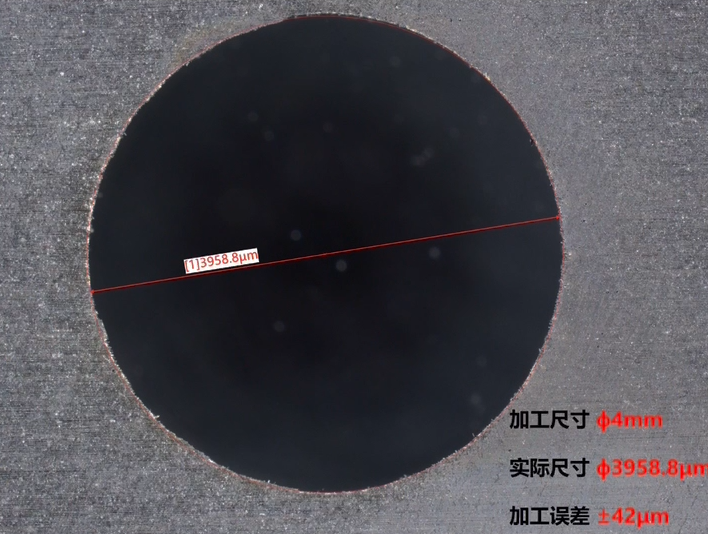
CFRP碳纤维复合材料切割(圆孔)(孔径:4mm) |
|
|
|
切割实物图 |
|
| 加工参数表(仅供参考) | |

|
我司基于华中科技大学机械学院长江学者教授团队技术平台,为您定制化解决CFRP碳纤维复合材料个性化加工方案,如您有相关加工需求,请联系我们!
来源:华科机械学院小博士

